
〇接合
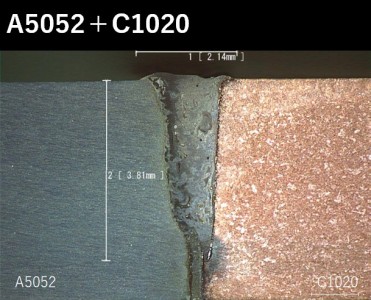
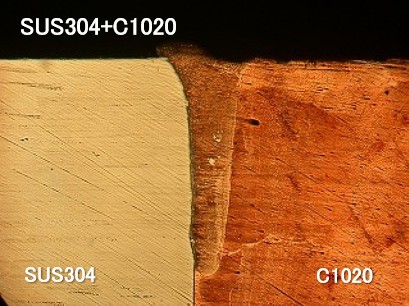
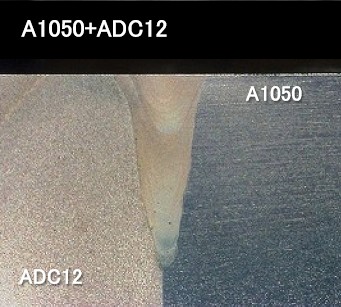
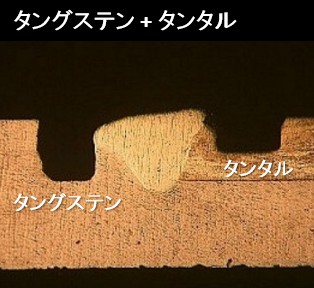
電子ビーム/レーザ溶接・接合は、従来の加工方法では実現できない異種金属間接合、高強度接合、高精度接合が可能です。
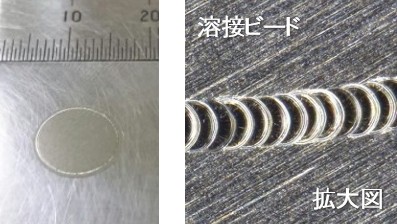
また溶接ビードが細く綺麗に仕上がります。
製品への適応事例につきましてはお客様との「秘密保持」の関係から掲載することはできません。サンプル品の加工事例となりますのでご了承ください。
宇宙航空研究開発機構(JAXA)様より掲載を許可していただいた製品があります。

【材質】
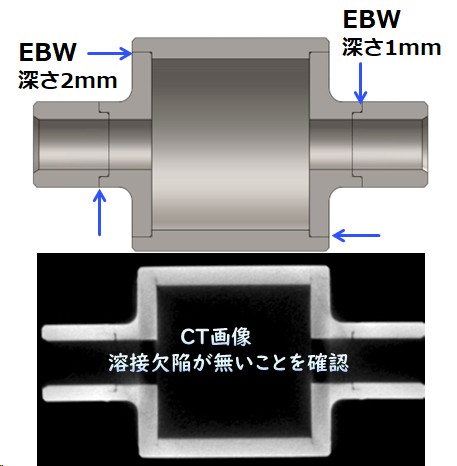
SUH660(A286)
【特徴】
耐水素性高強度材料の気密溶接。(Heリークレート:1×10^-10Pa・㎥/s以下)
圧力容器や継手、圧力センサへの適用を想定。
複雑な形状の製品に対しても、溶接部形状の最適化、加工段取りや治工具の工夫で、高い溶接品質を実現。
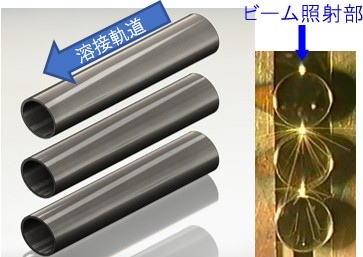

3本のパイプを1パスで貫通溶接しています。 エネルギー密度が高い為、空間を飛び越した溶接が可能。 溶接ビードが細く、低入熱である為、パイプの歪みも殆どみられない。
- 材質:SUS304
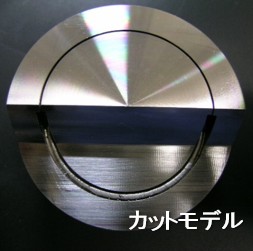
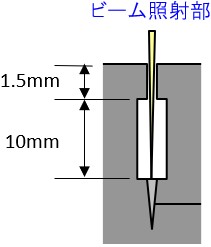
幅0.5mmのスリット底部にある溶接箇所をスリットにビームを当てずに精密な溶接ができている。
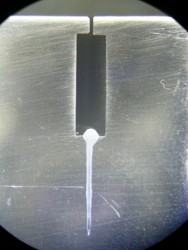
- 溶け込み深さ:約10mm
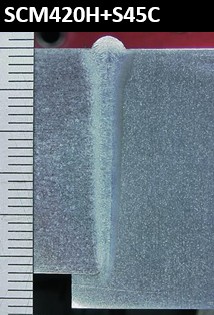

収束位置の調整およびビームオシレーションの併用にて溶接ビード形状を最適化し、クラック・ポロシティを抑制 。 貫通溶接において表裏ともに凹みが生じない溶接条件を採用。 ※SCM420Hは浸炭焼入品の為、 予・後熱温度に制限有
- SCM420H+S45C溶け込み深さ:約28mm
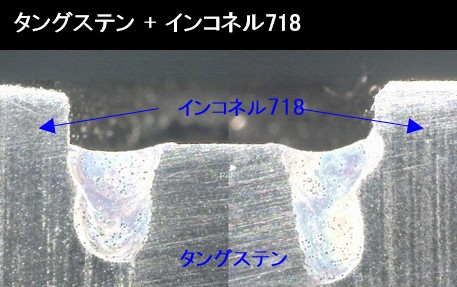
- INCONEL718板厚:約11mm


【材質】
A6061
【特徴】
溶接欠陥が発生しやすい6000系アルミにおいてインサート材を入れる事により、
溶接欠陥を緩和させ内部の気密を確保する事が可能。


【材質】
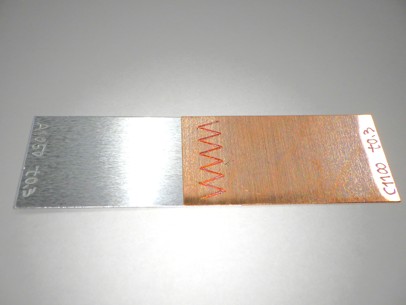
C1020(t=2mm)、C1100(t=0.5mm)、C5210(t=0.3mm)
【特徴】
高反射材である銅のスポット溶接。
溶接欠陥が発生しやすいタフピッチ銅やハイパーりん青銅に対して、スパッタレスな溶接が可能。

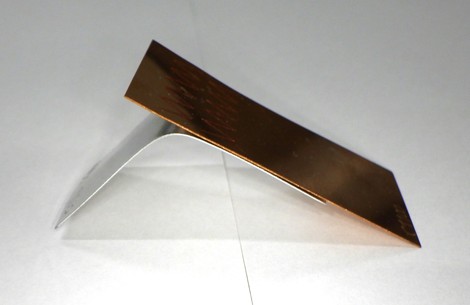
【材質】
C1100、A1050
【特徴】
自動車部品で使用されるバッテリーケースを複雑な溶接形状にする事で接合面積を増やし、接合強度を向上。
薄板(t=0.3mm)の重ね非貫通溶接が可能で品質の再現性に優れている。

【材質】
C1020
【特徴】
EVモーターに対するレーザ溶接。ガルバノスキャナを使用することで、1個のヘアピンにつき、0.1~0.2秒で加工が可能。
少ないスパッタでの加工、ブローホールレスを実現。
【材質】
SUS
【特徴】
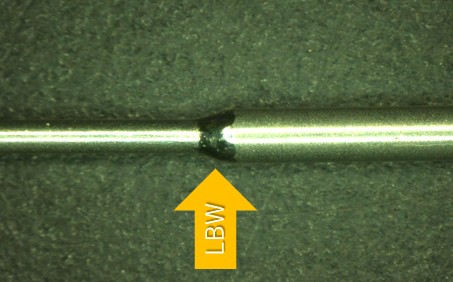
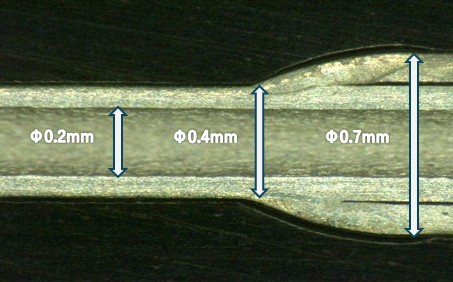
細管に対して、内径への非貫通溶接が可能。
溶け込みが浅くても、気密も確保できている。
極局所へのレーザ照射により20μmの薄板を低歪で直接溶接することが可能。
- 母材材質:SUS304
- ダイアフラム材質:SUS304
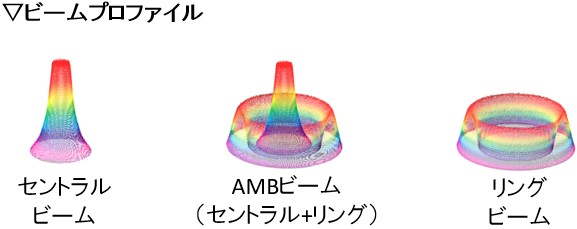
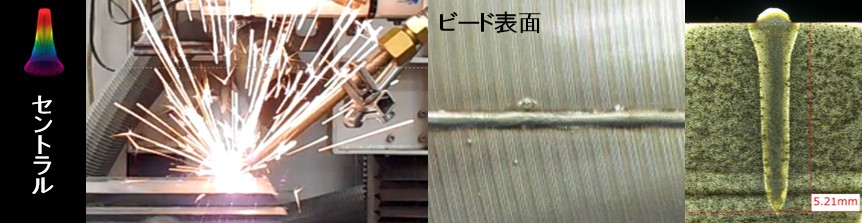
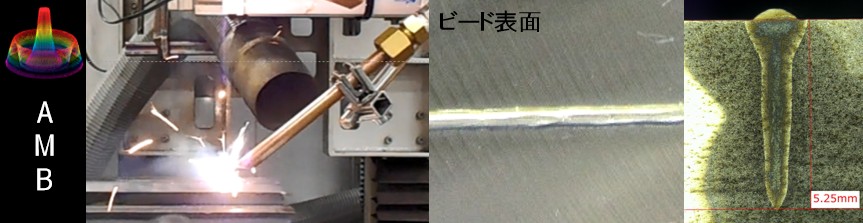
ビームプロファイルを任意に変更することで、スパッタの低減や内部品質の向上が可能。
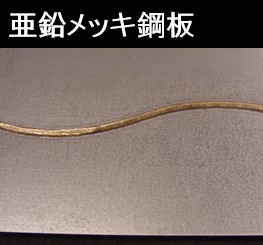

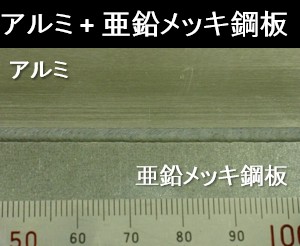
銅系ワイヤーやアルミ系ワイヤーを供給しながら、レーザを照射することで、部分的なろう付けが可能。ごく局所への入熱のため低歪。 また、溶接の出来ない材料同士の接合などにも使用する。




ご紹介している事例は一部です。
加工法などお客様のご要望にお応えしますので、まずはご相談ください。
| 電子ビームによる長円パイプ溶接 |
|---|
| 材質:C1020とSUS304 溶け込み深さ:約3mm |
 |
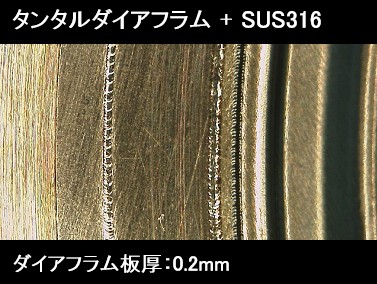
| 電子ビームによるダイアフラムとベースの溶接 |
| 材質:ダイアフラムTa/ベースSUS316 板厚:ダイアフラム0.1mm |
 |
| 電子ビームによる長円パイプ溶接 | |
|---|---|
| 材質:C1020とSUS304 溶け込み深さ:約3mm |
|
| 電子ビームによるダイアフラムとベースの溶接 | |
| 材質:ダイアフラムTa/ベースSUS316 板厚:ダイアフラム0.1mm |
*印刷するとPC用表示画面、スマホ用表示画面の両方が出力されます